Att göra etsningar är en tidskrävande konstnärlig process. Här visar grafikern Catharina Warme i en pedagogisk bildserie hur det går till.
Catharina Warme-Hellström bjöd in oss till sin ateljé i maj 2011 för att följa hennes arbete i att ta fram en etsning.
Catharina hämtar mycket inspiration till sitt konstnärskap i sin vackra trädgård som också angränsar till skogen. Hon värnar om både sina växter och de djur som så gärna kommer och besöker hennes trädgård.
Catharina har en egen tryckpress i sin ateljé och gör allt arbete själv.
Efter att ha följt Catharina i arbetet med att trycka en etsning under två veckors tid har vi lärt oss att etsningstekniken kräver – förutom konstnärlighet – enormt mycket arbete, noggrannhet, energi och uthållighet.
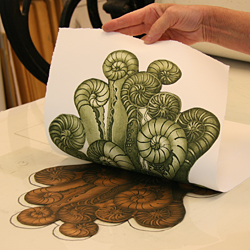
Provtrycket i grönt nedan kommer så småningom att införlivas i ett nytt konstverk av Catharina. Hon kombinerar alltid flera grafiska tekniker i sina konstverk.
Den grafiska tekniken etsning är exempel på djuptryck, vilket innebär att etsade partier i tryckplattan (i Catharinas fall kopparplåten) fylls med färg, som sedan under stort tryck förs över på papper.
Välkommen till vår ”resa” i att försöka delge hur detta arbete går till!
Provtryck i grönt.
Karin Norén, Enjoy Scandinavian Art, och Catharina Warme-Hellström.
Förberedelse av kopparplåten inför den första etsningen
Den skyddande plastfilmen på kopparplåten avlägsnas. Kopparplåten är 1 mm tjock.
Plåten avfettas med T-sprit för att bli helt ren från fett och smuts.
Kopparplåten värms på en värmeplatta inför den så kallade hårdgrundningen med asfalt.
Asfalt används som hårdgrund. Det är viktigt med en god grund. Den ska vara lättarbetad – inte så mjuk att den klibbar men inte heller så hård att den blir spröd och lätt flagnar av.
För att grunden smidigt ska kunna arbetas ut till en tunn hinna över plåten måste plåten värmas upp till något över 60 grader, hårdgrundens ungefärliga smältpunkt. Idealiskt för detta är en elektrisk värmehäll.
Asfalten rullas ut till en tunn film. Kopparplåten täcks med denna hårdgrund för att skydda plåten mot etsningsvätskan (järnkloridlösning).
Kopparplåten penslas med shellack för att skydda plåtens baksida från att etsas. Shellacken förbereder Catharina själv genom att blanda Shellack-flingor i T-sprit till en lagom konsistens.
Shellacken lämnas för att torka. Shellacken är hållbar och klarar sig genom hela etsningsprocessen – i detta exempel tre etsningsomgångar.
Kopparplåten är förberedd för teckning. Asfaltsgrundningen utgör en så kallad hårdgrund och teckning på denna medför ett resultat som påminner om tuschlinjer.
Smörpapperet med blyertskissen placeras på kopparplåten.
Smörpapperet vänds så att blyertsskissen kommer mot kopparplåten.
Skissen överförs till kopparplåten manuellt och mönstret på kopparplåten blir nu spegelvänt.
Närbild av hur skissen förs över till plåten manuellt.
Radering – bilden raderas (tecknas) vanligen i hårdgrunden med en etsarnål (en trubbig nål) med svagt tryck. När raderingen sker så avlägsnas plåtens skyddande hårdgrund och kopparytan blottas – det är dessa partier (linjer) som etsningsvätskan senare kommer åt att etsa bort.
Teckning på kopparplåten sker med etsarnålen med svagt tryck – något spår i själva plåten bör inte uppstå. Är man däremot alltför lätt på handen friläggs inte kopparen helt och etsningsvätskan kommer följaktligen inte åt att etsa linjen.
Radering (teckning) i kopparplåtens hårdgrund.
Mönstret växer fram successivt.
Kopparplåten är förberedd för den första etsningen.
Närbild av detalj i föregående bild. Kopparplåten är förberedd för den första etsningen.
Förberedning av etsningsvätskan –
järnkloridlösning (24%) till första etsningen.
Catharina föredrar järnkloridlösning framför salpetersyra och saltsyra som också är vanligt förekommande etsningsvätskor. Den etsade linjens karaktär är till en del beroende av den syra/vätska som används vid etsningen.
Med en aerometer kontrolleras järnkloridlösningens densitet.
En lägre koncentration av järnklorid gör etsningen långsammare. Vid allför snabb etsning riskeras att grunden skadas eller att tätt ritade linjer etsas ihop. Etsningens hastighet är också beroende av badets temperatur.
Första etsningen och förberedelse inför den andra
Kopparplåten sänks ned i tråget med järnkloridlösning för den första etsningen och draglådans lock stängs.
Efter 35 minuter tas kopparplåten upp ur etsningsbadet. Etsningstiden kan variera avsevärt, alltifrån någon minut till åtskilliga timmar, beroende på den bredd och must som linjerna avser få på det färdiga trycket.
Kopparplåten sköljs av.
Det går att känna på plåten att etsningsvätskan har verkat på de ställen där Catharina har tecknat på plåten.
Järnkloridlösningen omhändertas och återanvänds. Järnkloridlösning är miljövänligare än syrorna men även den kräver att man använder skyddsglasögon och skyddskläder vid hantering. Fläckar på kläder medför hål efter en tid.
Asfaltsgrunden tvättas bort med lacknafta och gnuggas därefter torr med en trasa.
Kopparplåten tvättas därefter med T-sprit för att avlägsna fett.
Nu ska större partier etsas bort – så kallad flatbitning. De områden som inte ska etsas målas med flytande asfalt.
Catharina placerar kopparplåten under ett punktutsug. Den flytande asfaltsfärgen är lösningsmedelbaserad och avger en stark lukt.
Hela den yta som ska skyddas från etsningsvätskan målas med flytande asfalt.
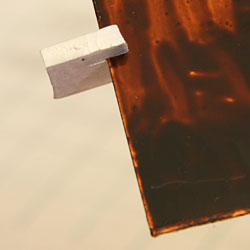
Tillskärning av gummispackelbit.
Gummispackelbiten placeras på plåten. Bitarna är till för att inte kopparplåten ska ligga dikt an mot trågets botten.
Catharina håller upp den färdigmålade kopparplåten inför etsning nummer 2.
Andra etsningen och förberedelse inför den tredje
Plåten sänks ned i etsningsbad nummer 2. Plåten placeras med den målade ytan nedåt för att korta ned etsningstiden.
Kopparplåten sänks ned i tråget. Nu ska plåten etsas i flera timmar till önskat resultat. Det är de icke övermålade ytorna som etsas. Resultatet kontrolleras med jämna mellanrum.
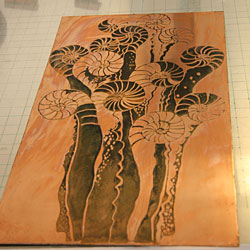
Resultat efter den andra etsningen.
Flatbitning innebär att hela ytor utsätts för etsningsvätskans angrepp utan någon skyddande grund. Den får då snabbt en skrovlighet som i tryck ger en grå ton.
Här syns tydligt att den skyddande asfaltsgrunden (de bruna områdena) är intakt.
Asfaltsskiktet avlägsnas från plåten med lacknafta.
Fortsatt rengöring.
Kopparplåten torkas av.
Resultat efter den andra etsningen.
Rengöring av de etsade partierna med stålull.
Rengöring med stålull.
Resultat efter rengöring med stålull.
Visst är plåten vacker!
Catharina bearbetar alltid sina kopparplåtar genom att klippa ut konstverkets profil – vilket är en metod som inte är så vanlig bland konstnärer. Det ger ett speciellt uttryck som Catharina vill uppnå.
Tillklippning av plåten med en bänkplåtsax.
Sågning med lövsåg för att jämna kanten.
Filning för att ta bort grader och för att få kanten jämnare.
Filning på plåtens kant.
Med skavstålet tas de sista ojämnheterna bort.
Färdigt resultat och plåten är färdigbearbetad för ett första provtryck.
Första provtryckningen
Papperet som Catharina använder är ett tyskt Hanemühle-papper och består av 50% bomull och 50% papper.
Förutom att papperet ska ha en vacker yta, så krävs det även att det har en lämplig tjocklek, färgmottaglighet, styrka och smidghet samt att det är träfritt och inte gulnar.
Papperets tjocklek räknas efter papperets vikt i gram per kvadratmeter.
För att öka papperets smidighet och följsamhet måste det före användandet genomfuktas.
Papperet fuktas med en blöt svamp ett par timmar innan tryckning. För att motverka torkning läggs plast under och ovanpå.
Beredning av tryckfärg för djuptryck. För att tryckfärgen ska bli lite tunnare och smidigare så blandas den med en aning rå linolja. Olika tekniker ställer skilda krav på färgen.
Plåten värms på värmehäll inför infärgningen med tryckfärg. Temperaturen på värmehällen i detta steg är cirka 40-45 grader.
Koppartryckpressen består i princip av två stålvalsar monterade i en ram. Mellan dessa valsar vilar tryckbädden. Här justerar Catharina trycket med skruvar som höjer eller sänker den övre valsen.
Närbild av justering av den övre valsens tryck.
Catharina markerar på tryckbädden var kopparplåten ska placeras.
Markering var plåten ska placeras. Nu är allt förberett för den första provtryckningen, så nu kan plåten färgas in med tryckfärg.
Tryckfärgen appliceras med en gummispackel. Kopparplåten ligger kvar på värmehällen för att hållas varm så att färgen lättare flyter ut och blir mer lättarbetad. När infärgningen är klar lyfts den av från värmehällen.
Överflödet av tryckfärg torkas av med en duk av tarlatanväv som är hopvikt till en slät boll. Plåten torkas i olika riktningar tills bilden tydligt skönjs.
Utseende efter avtorkningen med tarlatanväv. Torkningen görs med lätt tryck på handen och man bör undvika att stanna med trasan på själva plåtytan, vilket annars lätt resulterar i fula tryckfärgsprickar.
Catharina fintorkar plåten omsorgsfullt med telefonkatalogpapper , vilket hon har upptäckt är perfekt för ändamålet. Här är det viktigt att det är exakt rätt mängd färg kvar i fördjupningarna.
Plåten värms på värmehällen en kort stund och är nu klar för ett första provtryck. Även efter en mycket omsorgsfull avtorkning stannar en ytterst tunn film av tryckfärg kvar över hela plåten och ger i tryck en tryckton. Självklart krävs mycket erfarenhet för att få ett bra resultat.
Papperet torkas av innan tryckningen.
Kopparplåten placeras ovanpå mallen på tryckbädden.
Papperet placeras på kopparplåten.
Därefter läggs tryckfiltarna försiktigt på plats ovanpå papperet. För att det fuktade tryckpapperet ska pressas ned i plåtens alla linjer och fördjupningar är ett par filtar lagda mellan valsarna.
Första provtryckningen – när Catharina snurrar på svänghjulet som driver den övre valsen matas tryckbädden fram mellan valsarna.
Tryckbädden har nästan åkt över till andra sidan.
Nu får vi se det spännande resultatet.
Catharina granskar.
Det första provtrycket tillsammans med originalplåten. Detta provtryck är bara ett led i processen för att se resultatet efter den andra etsningen.
Tvättning med lacknafta för att få bort tryckfärgen.
Avfettning med T-sprit. Nu är plåten förberedd för nästa steg; akvatinten.
Detalj av den asfaltsmålade kopparplåten. Det är de asfaltsmålade ytorna som inte etsas.
Motsvarande område på den etsade plåten. Här syns de flatetsade (flatbitna) ytorna väl = de mörka ytorna. Observera att plåten är spegelvänd jämfört med provtrycket i nästa bild.
Detalj provtryck ett. Den flatetsade ytan som inte är alltför grund ger i trycket en mjuk svart kontur, beroende på att något mer tryckfärg samlas vid tröskeln mellan den etsade och den icke etsade plåtytan.
Akvatintetsning
Akvatintetsningen är en tonetsningsmetod, det vill säga istället för linjer etsas hela ytor eller egentligen en mängd ytterst små fläckar som för ögat flyter samman till en tonad yta.
I följande bildserie visar vi hur det går till.
Akvatintskåp – på skåpets botten ligger asfaltspulver som virvlas upp av borstar som roterar när man vevar på veven som sitter på skåpets utsida.
Catharina tar i och vevar om asfaltspulvret rejält.
Sedan pulvret virvlats upp läggs plåten på en ribbhylla i skåpets mitt. Asfaltpulvret dalar sakta ned på kopparplåten.
Efter en stund tas plåten ut – här syns ett tunt lager av asfaltspulver.
Detalj av den akvatintade kopparplåten – här syns det att asfaltspulvret har lagt sig på plåten och på papperet.
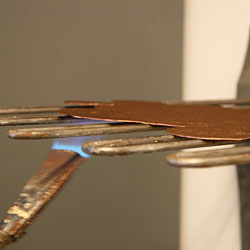
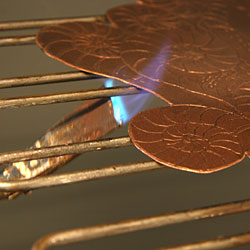
Plåten placeras varsamt på ett järngaller…
… och hettas försiktigt tills asfaltskornen smält fast.
Efter uppvärmningen går plåten att transportera även om man ska vara försiktig då ytan fortfarande är ömtålig.
Den tredje etsningen
Plåten förberedd för den tredje etsningen.
Plåten sänks ned i etsningsbad nummer 3 som får verka i 25 minuter.
Plåten tas upp och sköljs av noggrant.
Resultat efter den tredje etsningen. Asfaltsprickarna bildar ett raster som skyddar plåten från etsningsvätskan – övriga partier etsas. Detta medför att tryckfärgen fäster på de etsade ytorna och skulle ett provtryck tas direkt efter den tredje etsningen så skulle trycket bli nästintill svart över hela ytan med endast konturer av mönstret.
Förstoring av detalj i bilden till vänster. Här syns asfaltsprickarna som har skyddat plåten från etsningsvätskan. Övriga partier är etsade. Nästa steg är att plåten rengörs från dessa asfaltsprickar.
Plåten tvättas med lacknafta för att lösa asfaltsprickarna och därefter avfettas den med T-sprit.
Bearbetning av plåten och resultat efter den andra provtryckningen
Grovgörat är klart och det subtila, konstnärliga arbetet tar vid i form av varsam bearbetning av plåten. När plåten är rengjord och bearbetningsverktygen framplockade utbrister en påtagligt nöjd Catharina: ” – Det är nu det roliga börjar.”
Det går inte att ta miste på att Catharina verkligen brinner för denna grafiska teknik.
För en oinvigd upplevs processen som otroligt tidskrävande – något att tänka på vid inköp av grafik. Vi hoppas med denna presentation ge en inblick i vilket enormt arbete som ligger bakom en etsning.
Verktyg för bearbetning av plåten.
Polerstål; verktyg för bearbetning av plåten. Polerstålet är ett mjukt rundat stålblad.
Skavstålet är en treeggad kniv.
Rouletter för bearbetning av plåten.
Putsning med våtslippapper för metall.
Putsning med våtslippapper för att göra ytan ljusare och slätare – vilket i tryck medför en ljusare yta.
Närbild av bearbetning av plåten. Med skavstålet tonas ytan ljusare.
Närbild av bearbetning av plåten. Med polerstålet jämnas ojämnheterna i plåten ut och plåten tar då upp mindre färg på dessa partier.
De ljusare ytorna kommer även att bli ljusa i tryckningen på grund av att dessa ytor är slätare och medför att tryckfärgen fäster sämre där.
De ljusa partierna är de i efterhand bearbetade partierna.
Resultat provtryck 2. I bilden ser vi hur en gråskala börjar växa fram. Plåten behöver dock ljusas upp ytterligare för att öka gråskalan och samtidigt skapa en större volym i bilden. Catharina fortsätter med det konstnärliga arbetet att putsa plåten.
Ett antal provtryck för att uppnå önskat resultat
Kopparplåten färgas in med tryckfärg på samma sätt som inför de övriga provtrycken.
Överflödet av färgen torkas bort på samma sätt som vid första provtrycket – först med tarlatanväv och sedan med telefonkatalogpapper.
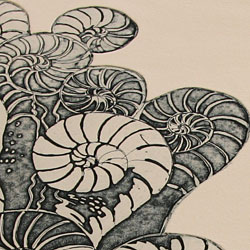
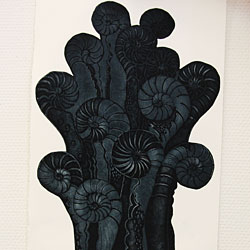
Resultat efter provtryckning 3.
Provtryck 2 och 3. Här syns det att gråskalan har ökat i omfång och det blir successivt mer volym i bilden.
Fortsatt bearbetning av plåten. Här mörkar Catharina ett litet område med en så kallad roulette.
Här ljusar Catharina upp området med ett så kallat skavstål. Efter ett antal provtryck i svart känner sig Catharina nöjd med bearbetningen av plåten och nu är det dags för ett provtryck i en annan färg.
Provtryck i grönt
Efter ett antal provtryck i svart känner sig Catharina nöjd med bearbetningen av plåten och nu är det dags för ett provtryck i en annan färg.
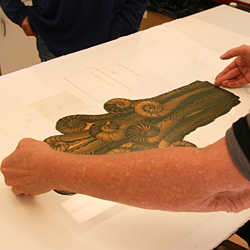
För varje tryck färgas kopparplåten in på nytt. Denna gång använder Catharina en grön tryckfärg – den färgnyans som hon har bestämt att det färdiga konstverket ska ha.
Överflödet av färgen torkas bort på samma sätt som vid första provtrycket – först med tarlatanväv…
… och sedan med telefonkatalogpapper.
Kopparplåten placeras ovanpå mallen på tryckbädden.
Resultat efter provtryckning 3.
Catharina granskar de färdiga resultatet.
Här kan man följa hur konstverket successivt växer fram.
Detaljstudie av provtryck 2-5, etsningar
Detalj – rättvänd kopparplåt.
Detalj – spegelvänd kopparplåt (vänd i datorn för att, i denna presentation, lättare kunna jämföra plåtens mönster med det i tryck). I följande provtryck kan man följa och se hur volymen successivt arbetas upp i konstverket via fyra provtryck. Kopparplåten har bearbetats mellan provtrycken fram till det färdiga resultatet i grönt.
Provtryck 1 – före akvatinten.
Detalj provtryck 2 – efter akvatint och bearbetning.
Detalj provtryck 3 – mer bearbetning.
Detalj provtryck 4 – ytterligare bearbetning.
Detalj provtryck 5 – nu i den gröna nyansen.
Christina Wallnér och Karin Norén Enjoy Scandinavian Art Foto: Christina Wallnér, No WaIT AB
Läs mer om hur det går till att göra etsningar
Vill du veta mer om hur det går till att göra etsningar samt arbeta med andra grafiska tekniker så rekommenderar vi boken ”Vad är grafik?” av Philip von Schantz och Jordi Arkö ISBN: 91-34-51261-6
Det är ur denna bok vi har hämtat en del fakta till ovanstående presentation. Boken beskriver flertalet grafiska tekniker som används idag, men i och med att vi lever i en föränderlig värld så utvecklas med tiden nya grafiska tekniker. Boken ”Vad är grafik?” är från 1996.